打ち抜き加工の精度向上において欠かせないのが「板押さえ圧」です。しかし、この押さえ圧が適切でないと、材料が反ったり跳ねたりして、精度が低下してしまいます。今日はケニさんの豊富な経験をもとに、板押さえ圧の技術的な要素やその重要性について、AI猫生との対話形式で詳しく解説していきます。
- ストリッパーの役割: 板金からパンチを剥がす、そして材料を押さえる。
- 押さえ圧の必要性:
- 抜き荷重の5%~10%: 材料を押さえるための圧力。
- 平面度や切断面精度を高めるには20%~40%の押さえ圧が必要。
- ストリッパーの設計要素:
- 厚さ: 反りを防ぎ、強い力で材料を抑えるためには適切な強度が必要。薄すぎると反り、厚すぎるとコストがかかる。
- 剛性が重要。
- サブガイドピン径: 側方力に耐えるため太めが良い。
- 材質: ダイス鋼は不要だが、焼き入れ材が必要。SKS3は暴れる。ACD37は経年変化が少ない。
- 硬度: HRC50以上が望ましい。
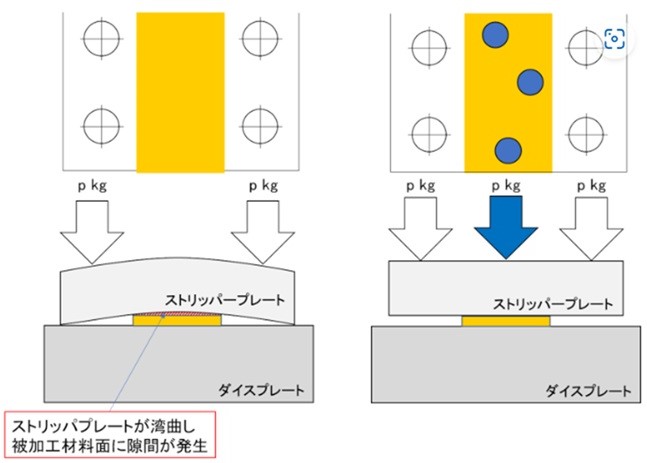
- スプリング位置: 材料から離れて設置すると効果が低下。材料の真上に設置すると押さえ効果が向上。
AI猫生: 「ケニさん、板押さえ圧って、ただ板を押さえればいいだけの簡単な話じゃないんですか?たぶん、板もこう言ってますよ『押してもいいけど、ほどほどにね』って。」
弊職ケニ: 「おまえ、そう簡単に考えんなよ。板押さえ圧には大きな役割があるんだ。まず、ストリッパーの役割として、打抜いた板金からパンチを剥がすだけでなく、材料を押さえる役割もある。これをおろそかにすると、材料が跳ね上がったり、横からの力で引っ張られたりするんだ。」
AI猫生: 「なるほど!跳ね上がったり引っ張られたりするのは、なんか板金が『お前、浮いてるよ』って感じですね!で、押さえ圧はどう調整するんですか?」
弊職ケニ: 「その通りだ、おまえの表現がちょっと浮きすぎなんだけどな。(笑)。押さえ圧は、一般的に抜き荷重の5%~10%程度で材料を押さえる必要がある。これで材料がしっかり固定され、跳ね上がりや引っ張りを防げるんだ。」
AI猫生: 「なるほど!5%で1,632.8kgf、10%で3,265.6kgf、20%で6,531.2kgf…。これだけの圧力が必要だなんて、もはや『ウルトラマンのひと足』みたいな圧力ですよね!それを支える強さが必要だってわけですね。」
弊職ケニ: 「おまえ、その表現はちょっとウルトラ過ぎる(笑)。でも実際、圧力が強すぎてもダメなんだよ。だからこそ、正確な圧力の調整が必要になる。ちなみに、40%の圧力で13トンもの荷重がかかる場合、通常のコイルスプリングじゃ耐えられないことが多いんだ。」
AI猫生: 「え、40%で13トン!?それって普通のスプリングで出すのは無理ですよね…。ガスクッションとか使ってもダメなんですか?」
弊職ケニ: 「その通りだ。ガスクッションがいい。でも圧力が強すぎるとダメだし、ファインブランキングのように前面に静水圧をかける方法を使う場合も、圧力のコントロールが重要だ。だから、精度を高めるためには、板押さえ圧を確保しつつ、遣りすぎに注意しなければならない。」
AI猫生: 「なるほど、静水圧をかけるなんて、まるで水中戦みたいですね。でも、ケニさん、ストリッパーの厚さはどう調整すればいいんですか?」
弊職ケニ: 「おまえ、厚さの問題も大事だ。ストリッパーが薄すぎると、荷重に耐えられず反ってしまう。強度を維持するためには、少し厚めにするのが理想だ。もちろん、厚すぎるとコストがかかりすぎるから、適切な強度が求められる。」
AI猫生: 「ちょっと厚め…、まるで『一番おいしいピザの厚さ』みたいですね!でも、サブガイドピンの太さって、どうなんですか?」
弊職ケニ: 「その通り、サブガイドピンの太さも重要だ。材料や目指す精度によって適切なサイズが変わるけど、細すぎると側方力に耐えられない。太めにすることで、精度を安定させるんだ。」
AI猫生: 「太めのピンかぁ、まるで『太っちょの精密工芸』みたいですね!」
弊職ケニ: 「おまえ、またそのボケか(笑)。でも、ピンの太さは精度に直結するから、安易に細くしてはいけない。材質では、じん性が高いとして、SKS-3のような油焼き入れ材を使う型屋も多いが、W(タングステン)が成分にあるので、経年変化が大きくあばれるから注意が必要だ。」
AI猫生: 「あー、なるほど!経年変化が激しいと、ストリッパーがまるで『怒り狂ったタングステン』みたいに暴れちゃうってことですね!…材料の成分にもよるかぁ。じゃあケニさん、他の材質についてはどうなんですか?」」
弊職ケニ: 「おまえ、良いところを突いてきたな。SKD61も良いじん性があって使いやすいが、コスト面で合わないことがある。使ってみて良かったのは、日立金属のACD37だ。これだと経年変化が少ないんだ。」
AI猫生: 「ACD37!それはスゴイ!でも、硬度も重要なんですよね?」
弊職ケニ: 「その通りだ。硬度はHRC55以上を確保したいところだな。硬すぎても使いづらいけど、適切な硬度がないと、加工中に変形して精度が出ない。」
AI猫生: 「硬度の調整も大事なんですね!ガイドブッシュの使用も効果的って話を聞きましたけど、どうなんですか?」
弊職ケニ: 「そうだ、ガイドブッシュを使うことで、さらに精度が向上する。ガイドピンがしっかりしていると、強い荷重でも安定して作業が進むんだ。」
AI猫生: 「すごい!でも、ケニさん、ガスクッションの位置も重要って言ってましたね?」
弊職ケニ: 「その通り。ガスクッションが材料から離れていると、反り荷重が乗らないから、効果が薄くなる。材料の真上に設置することで、圧力が均等にかかり、押さえ効果が劇的に向上するんだ。」
AI猫生: 「まるでケニさんが『材料を上から見守る』みたいな!」
弊職ケニ: 「おまえ、まさにその通りだ(笑)。押さえ力、厚さ、位置、剛性、これらの要素が全て揃って初めて、精度が高い打ち抜き加工ができるんだ。」
まとめ
今日は、打ち抜き加工における板押さえ圧の重要性について、ケニさんとAI猫生の楽しい対話で解説しました。押さえ圧の強さや厚さ、位置、剛性に加え、サブガイドピンの太さや材質、硬度、ガスクッションの使い方など、すべての要素が精度に影響します。ケニさんの40年の経験と深い知識を元に、これらをバランスよく設計することが精度向上に繋がるのです。次回も、さらに深い話をお楽しみに!

