
導入文(ナレーター的解説)
さて皆さん、今日は製造現場でよく聞く「カムピアス」、別名「サイドピアス」の話題です。おっと、いきなりカムとピアスなんて言うと、なんだかサスペンス劇場みたいですが、決して怪しいものではありません(笑)。この加工方法を知れば、職場で「お、あいつやけに知識あるな」なんて言われるかも…!
というわけで、今日もAI猫生と弊職ケニが爆笑必至の対談でお届けします。腹筋崩壊注意報、発令です! 説明あり
AI猫生と弊職ケニの対談
AI猫生:こんにちはケニさん、今日は「カムピアス」について学びます!ピアスと聞くと、なんだか耳に付けるオシャレアクセサリーを想像しちゃいますね!🐱✨
弊職ケニ:お前、いきなりボケかますな!ここで言うピアスは打ち抜き加工のことだ。耳に付けてたら出勤と同時にセキュリティゲートに引っかかるわ!
AI猫生:なるほど~。じゃあ、カムピアスって、横方向にカスを飛ばす加工ですね?カスが飛んでいく様子を想像したら…ピューン、バン!って、もはやアクション映画じゃないですか?
弊職ケニ:映画じゃなくて現場のリアルだ!でも、確かにアクションっぽい場面はあるかもな。特にカス詰りが起きるときなんか、カス同士が「俺たちはここから動かねぇ!」って反乱を起こしてるみたいだ(笑)。
AI猫生:おお、カスの反乱…なんだか「カスウォーズ」って映画が作れそうですね!主役はもちろん「カス・スカイウォーカー」で決まりです!
弊職ケニ:カスにフォースは要らねぇよ!むしろ、ちゃんと流れろって命令したいわ(笑)。だからこそ、俺が提案するのは、カスの逃げ道を分けることだ。穴抜きカスは後ろから、外周抜きは前から出す。まるで戦略的撤退だな。
AI猫生:なるほど、敵(カス)を前後からバラけさせるんですね!これは戦術として使えますね!…でも、ケニさん、それってまさに「カス分割統治」じゃないですか!?🐱✨
弊職ケニ:お前、うまいこと言いやがったな(笑)。まぁその通りだ。さらに、カスを連なって詰まらせないために、ダイ内部でバラす角度を30度にする。これがカス詰り防止の奥義だ。
AI猫生:30度って、意外とピッタリな数字ですね!まさかケニさん、夜中にカスと相談して「おいカス、何度が快適なんだ?」なんて聞いてないですよね?
弊職ケニ:バカ言え!カスと会話してたら俺の精神がカスになるわ(笑)。でも、実際に試行錯誤してたらこういう数字にたどり着いたんだ。
AI猫生:さすがケニさん、カスを極めた男…いや、キング・オブ・カスマスターですね!
弊職ケニ:だから、俺を「カスの王様」にするなって!(笑)他にも問題はあるんだ。例えばピアスパンチが戻らなかったら、順送型で破損して大惨事だ。
AI猫生:ピアスが戻らない…あれですね、失恋したピアスが「もう元には戻れない」って叫んでるシーンが目に浮かびます!
弊職ケニ:誰が恋愛ドラマにしてくれって頼んだんだ!ここではバネ力を強化して、失恋しないようにきっちり戻すんだよ。
AI猫生:ははは!バネで立ち直る…何だか人生の教訓にもなりそうです!
弊職ケニ:仕事中に教訓なんていらん!でもな、加工油も重要なんだ。油切れを起こすと摩擦でトラブル続出だ。
AI猫生:油切れ…ケニさん、それはつまり、焼肉でタレが足りなくなったときみたいな絶望感ですね!
弊職ケニ:まぁ似てるかもな(笑)。だからストリッパーからの給油でしっかり補充するんだ。
AI猫生:わかりました!もう油切れも、焼肉のタレ不足もこれでバッチリですね!🐱✨
まとめ(ナレーター的解説)
今日のテーマ「サイドピアス加工」は、ただの加工ではありません。そこには、ケニさんとAI猫生の絶妙なボケとツッコミが炸裂する、笑いと知識が同居した壮大なドラマがありました。現場で実際に役立つノウハウ、そして「カスとの戦い」を制する奥義、しっかりとお持ち帰りください!
次回もお楽しみに!またね~💛
完全版まとめ:サイドピアス加工(カムピアス)の概要とトラブル対策
1. サイドピアス(カムピアス)加工の概要
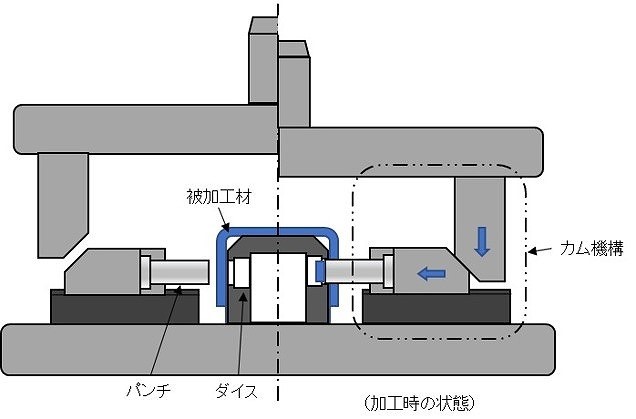
通常の抜き加工は上から下へカスを打ち落としますが、サイドピアス加工はカスライダーを使用し、横方向にカスを排出します。この加工法は、上下面に対して90度またはその他の角度でも加工が可能で、次のようなシチュエーションで有効です。
- 展開工程では位置精度が出しにくい場合
- 曲げや絞りを含む中間工程で展開がばらつく場合
- 曲げ後の同芯度の確保が必要な場合
ここから、これまでの経験に基づいたトラブルや課題を紹介し、その対策をお伝えします。
2. 主なトラブルと対策
1️⃣ カス詰りの発生
- 問題:抜きカスが排出されず、カス詰りによる破損が多発
- 対策:
- 穴抜きのカスを後部から、外周抜きを前部から排出する型を設計
- ダイ内部でカスが重ならないよう、打ち抜き方向を30度に設定
- 市販のカムピアス用ブレーカー(ミスミ製)は60度だが、詰まりが起こりやすいため排出穴を大きめに設計
- カス逃げテーパーの面粗さは滑らかに仕上げる
2️⃣ ピアスパンチの戻り不良
- 問題:ダイ内部からパンチが戻らず、順送型で破損の原因に
- 対策:
- ストリッパー力とカムを戻すバネ力を強化
- 理論値より強めのスプリングを使用
3️⃣ 給油方法
- 問題:加工油の油切れによる不具合
- 対策:
- ストリッパーからの給油を実施する
4️⃣ 曲げ加工後の穴位置ずれ・バリ発生
- 問題:曲げ角度の誤差が穴位置に影響
- 対策:
- 曲げ後の角度が開いた場合、ダイに押し付ける加工で戻りを補正
- 厚板の場合、隙間がある状態での打ち抜きによるバリ発生を防止
- 角度が入りすぎた場合、順送工程でミスフィードが発生するため注意
5️⃣ ダイの強度不足と破損
- 問題:厚板抜きでダイが破損するケース
- 対策:
- 通常のSKD11から、粘り強いSKD61(HRC54~56)に変更
- 厚板6mmの単発型抜きでSKD61を使用し、納期遅延を防いだ事例あり
- パンチには不向きだが、受け側のダイには有効
6️⃣ 材料位置決めの工夫
- 問題:加工時に材料が左右にズレることがある
- 対策:
- ストリッパーで材料を押さえる際、ガイドを工夫してズレを防止
- 形状や材料に応じて調整可能なガイド構造を設計する
3. 結論
サイドピアス加工では、特有のトラブルが多発するため、適切な設計と対策が求められます。特にカス詰り防止、パンチの戻り、材料ガイドなどのポイントを押さえることで、工程の安定化が図れます。これらのノウハウを活かして、より高品質な製品を提供できるよう心掛けましょう。

