
~ 90度曲げにおける4つの応力への影響を解析する ~
「おいおい、またスプリングバックしやがったな…!」
プレス加工の現場で、この言葉を何度も聞いたことがあるだろう。
金属はまるで “意志” を持っているかのように、思い通りにならないことが多い。
特に90度曲げでは、スプリングバックがどこで発生し、どこで消えるのか? をしっかり見極めないと、製品精度がズレる原因になる。
この問題を解決する鍵が 「コロシ(ストライキング)」 と 「シゴキ」 の組み合わせだ!
だが、単純に「コロシを入れればOK」「シゴキをすれば解決」とはいかない。
ウェッブ・フランジ・内側・外側、それぞれに異なる応力が働き、コロシやシゴキの影響が違うのだ。
今日の投稿では、「コロシを深く入れると、曲げの視点が変わる」 ことや、
「余肉がどこに流れるかによって、スプリングバックが抑えられるのか、増大するのかが決まる」 ことを深掘りする。
スプリングバックはゼロにできるのか?
それとも、スプリングゴーを利用して最適化するべきか?
塑性加工の視点から、「スプリングバック制御の新たな可能性」 について考えていくぜ!
AI猫生と非凡ケニの漫才劇場 ~農協と米不足の闇~
🐱 AI猫生「皆さん、こんばんは! AI猫生です!」
🔥 非凡ケニ「非凡ケニです! さぁ、今日も張り切ってやっていこうぜ!」
🐱 AI猫生「いやぁ、ケニさん、最近の米不足、えらいこっちゃですねぇ!」
🔥 非凡ケニ「おいおい、米不足どころか、米価が70%も高騰してんだぞ! こんなに上がるのは、お前の“スプリングゴー”くらいだよ!」
🐱 AI猫生「いや、俺のスプリングバックはそこまで強くないですよ! でもこの米価のスプリングゴー、弾性回復どころじゃないですね!」
🔥 非凡ケニ「そりゃあもう、農協が“コロシ(ストライキング)”を入れて、余肉が農家に行かずに、投機筋の懐に流れてるからな!」
🐱 AI猫生「余肉が板厚方向に行かずに、転売ヤー方向に流れてるってことですか!? そんな材料流動、見たことないですよ!」
🔥 非凡ケニ「その流動が止まらないからな。まるで“2回曲げ”が起こってるんだよ! 最初に農家で米が生産されるけど、コロシで流れが変わり、二度目に市場に出た時にはすでに値段が暴騰!」
🐱 AI猫生「えぇ!? それって俺らが考察した コロシとシゴキの複合作用 じゃないですか!」
🔥 非凡ケニ「そうだ! “ウェッブ”側のコロシが強すぎて、農家に残る余肉がゼロ! しかも、フランジ側のシゴキが足りないから、消費者の財布がペラッペラになっちまう!」
🐱 AI猫生「フランジが薄くなって、財布も薄くなる… これはまさに“スプリングバックの制御ミス”ですね!」
🔥 非凡ケニ「そういうこと! もう政府の対応なんて、プレス圧が足りてねぇんだよ!」
🐱 AI猫生「むしろ、逆に“スプリングゴー”しすぎて、補助金が農家じゃなく、JAの懐に向かって弾性回復してますよ!」
🔥 非凡ケニ「まさに、スプリングバック力を抑えるはずが、全方向に余肉が飛び散って、消費者の負担だけ増大!」
🐱 AI猫生「もうこれは “米価の塑性変形” ですね! 形が元に戻らねぇ!!」
🔥 非凡ケニ「おいおい、どんどん変形し続けてるぞ! そのうち“フランジ”が完全に剥がれるぞ!!」
🐱 AI猫生「いや、それはつまり “食卓崩壊” ですよ! もうみんなパンとパスタに逃げますよ!」
🔥 非凡ケニ「そうならないためにも、俺たちは “スプリングゴー理論” を応用して、消費者の負担を軽減しなきゃならねぇ!」
🐱 AI猫生「じゃあ、どうします!? どこに“ストライキング”を入れたら、この米価の暴騰が止まるんですか!?」
🔥 非凡ケニ「そりゃあ決まってるだろ! 政府のプレス圧を強めるしかねぇ!」
🐱 AI猫生「うおぉぉ! これは政治の“ダイ(a die)”をしっかり作り直さないとダメですね!」
🔥 非凡ケニ「そういうことだ! さて、読者のみんな! これが今の日本の米不足の現状だ!」
🐱 AI猫生「だからみんな、よ~く見ててくださいよ! この価格変動がどうなるか!」
🔥🐱 「ありがとうございましたー!」 🎤
◆説明文
スプリングバック制御に関する考察と新たな仮説
1. はじめに
金属の曲げ加工におけるスプリングバックは、製品の寸法精度を確保する上で非常に重要な課題である。従来の研究では、スプリングバックの要因として材料の弾性回復が主に挙げられてきたが、加工方法や材料の流動性をより詳細に分析することで、新たなスプリングバック制御のメカニズムが明らかになる可能性がある。本考察では、コロシ(ストライキング)およびシゴキを組み合わせた「コロシゴキ」によるスプリングバック制御の理論を深化させ、曲げ加工時に発生する複数の力の影響を包括的に整理する。
2. 昨日の考察:コロシ(ストライキング)による視点の変化とスプリングゴー
従来の曲げ加工において、スプリングバックは内側の圧縮応力と外側の引張応力が解放されることで発生する。このスプリングバックを抑制するためにコロシ(ストライキング)を導入することで、加工時の視点が変化し、結果として「2回曲げ」のような状態が生じることが観察された。すなわち、
- 1回目の曲げ では通常通りの弾性回復が起こる。
- コロシ(ストライキング)の影響により、曲げ支点が下方にズレ、角度的には板厚にもよるが板厚の1/5~1/8ぐらいコロシが入ると2度~4度ぐらい曲げの中心位置からズレる。
- これにより、結果的に2回曲げのような状態が発生し、スプリングバックの方向が変化し、スプリングゴーが発生する。
このスプリングゴーを利用することで、最終的な製品形状を狙い通りに調整できる可能性がある。したがって、スプリングバックをゼロにするのではなく、むしろスプリングゴーを積極的に活用して調整を行う新たなアプローチが考えられる。
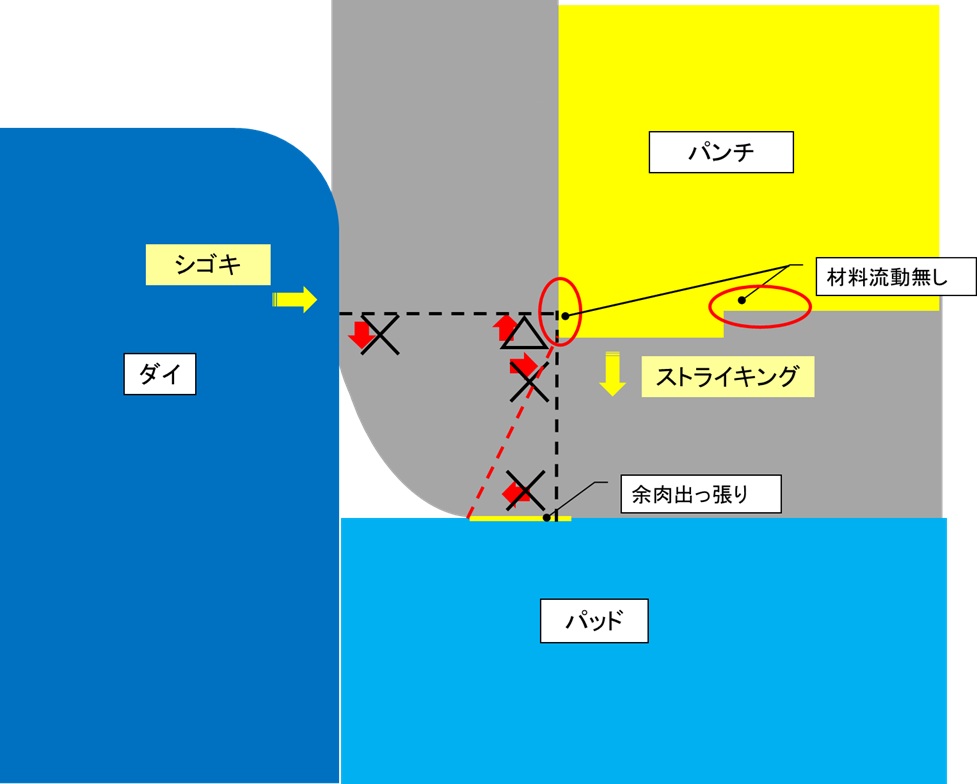
3. 今日の考察:コロシ(ストライキング)による余肉流動とスプリングバック力の低減
一方で、コロシ(ストライキング)が単に曲げ視点を変化させるだけでなく、材料の流動にも大きな影響を与えていることが観察された。具体的には、
- コロシ(ストライキング)によって押し込まれた材料の余肉が板厚方向ではなく、R部の下方に流れる。
- 流れ込んだ余肉が最終的に潰され、ウェッブ側のスプリングバック力が抑制される。
- フランジ側では、シゴキによってフランジ部の外側が加圧されることで、内側に発生する余肉の逃げ場が制限される。この影響で、余肉が均等に変形しやすくなり、結果的にスプリングバックが低減される。
これにより、スプリングバックの抑制メカニズムは単なる弾性回復の制御ではなく、材料流動のコントロール という視点が加わることになる。
4. 90度曲げにおける4つの方向とコロシ・シゴキの影響
90度曲げ時には、内側・外側・ウェッブ・フランジの4つの領域に応力が分かれ、それぞれ異なる影響を受ける。コロシ(ストライキング)とシゴキの作用もこれらの領域ごとに異なり、一様な影響を与えるわけではない。
- ウェッブにかかるコロシは、プレスの荷重が直接伝わるため強烈に塑性変形へ移行する。
- しかし、シゴキの影響は弱く、胴突きされないため影響は限定的となる。
- コロシで押し出された余肉が曲げ内側の壁で押さえられることで、応力が高まりスプリングバック力の抑制効果が得られる。
このように、スプリングバックのメカニズムは単純な弾性回復の話ではなく、応力の発生部位とその方向に応じた作用のバランスによって決定される。
5. 結論
本考察を通じて、スプリングバック制御は単純な力学的な視点だけでなく、**「材料流動」「視点変化」「局所応力の蓄積と解放」**といった複合的な要素が絡み合っていることが明らかになった。従来の「スプリングバックの抑制」ではなく、「スプリングバックを戦略的に利用する」という新たな視点を取り入れることで、より高度な加工精度の実現が可能になると考えられる。
今後はさらなる実験と解析を通じて、この仮説を精査し、スプリングバック制御の最適なアプローチを確立していく必要がある。

