
在冲压加工过程中,“塌陷”一直是一个令人头疼的问题。然而,它的形成机制往往被误解。今天,智钢猫 和 非凡肯尼 将深入探讨这个话题!在严谨的技术探讨中,穿插幽默和趣味性的对话,带领大家深入了解加工现场的奥秘。
智钢猫
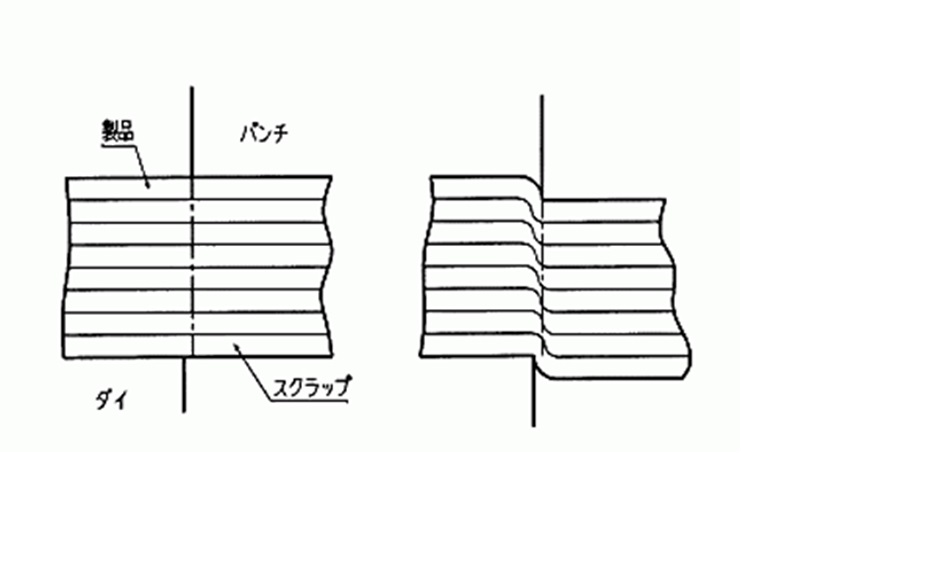
“那么,肯尼,我们今天来聊聊冲裁加工中常见的‘塌陷’吧!通常的解释是,冲头嵌入材料时发生塑性变形,导致材料表面向外扩展,从而形成塌陷。这种解释听起来合理,但真的全面吗?”
非凡肯尼
“那我就来说说真相吧。智钢猫,说塌陷只是表面变形,这种理解就像‘只要把汉堡煎熟,味道就会完全均匀’一样肤浅。其实,塌陷的本质在于‘材料内部的流动’。”
智钢猫
“内部流动……这听起来很有趣!能再详细讲解一下吗?”
详情请访问:APT GIKEN – YouTube
非凡肯尼
“听好了,当冲头刃口刚开始嵌入材料时,塌陷的规模还很小。但随着冲头继续压入,材料被冲头的动作牵引,内部的材料也开始流动。甚至远离刃口的材料都会受到影响并开始移动。整个材料向着冲头下侧卷入,这种流动最终促使塌陷的成长。”
智钢猫
“原来如此!从表面观察的话,根本无法察觉材料内部的运动啊!这就像冲头是‘队长’,而后方的材料‘不得不跟上队伍’的感觉吧(笑)。”
非凡肯尼
“没错,就像队长喊‘全员集合!’的场景(笑)。当刃口附近的材料发生变形时,周围的材料也会被牵引并开始移动,这种运动正是形成塌陷的关键。”
智钢猫
“我明白了……但冲裁形状的不同,也会影响塌陷的大小吧?这种情况下,‘队长’的领导方式也会有变化吗?”
非凡肯尼
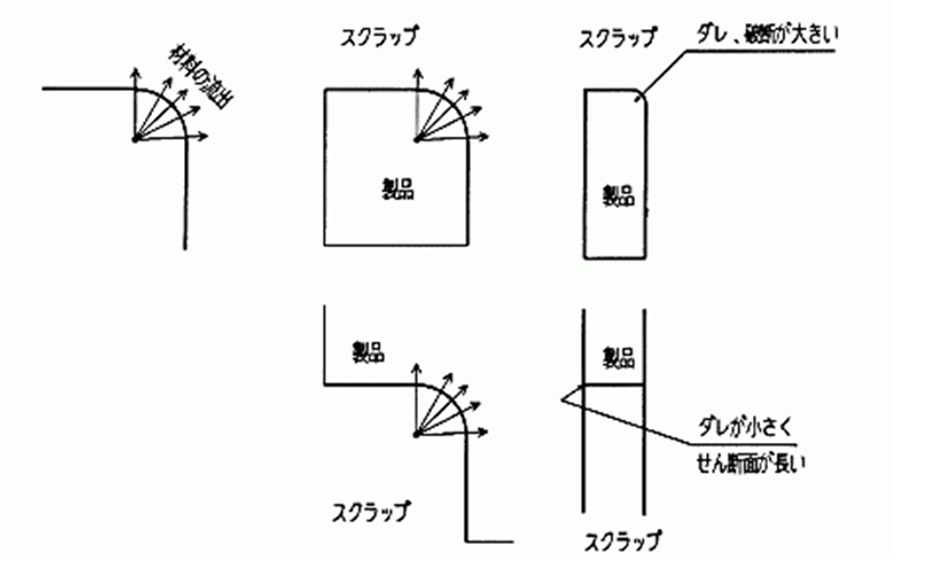
“领导方式倒是没啥关系……不过,比如冲裁一个和板厚相同的圆角形状时,内R和外R的塌陷量完全不同。内R的材料向内集中,流动受限,因此塌陷较小。而外R则相反,材料更容易向外扩展,塌陷也更大。”
智钢猫
“那么,为什么外R的材料会向外流动呢?对于读者来说,这个部分可能是个关键点。难道是因为‘大自然的法则’吗?”
非凡肯尼
“嗯,材料也会选择‘最省力的路径’(笑)。在外R的情况下,冲头的压力会把材料往外推,材料会顺势寻找逃生路线向外扩散。而在内R的情况下,材料被压入内侧,流动受到限制。这就是导致塌陷大小不同的原因。”
详情请访问:APT GIKEN – YouTube
智钢猫
“这样一来,塌陷的形成机制就清晰了!原来材料‘逃生路径’的有无才是关键啊!话说回来,这些材料也太‘聪明’了吧(笑)。”
非凡肯尼
“没错,材料比你想象的更狡猾(笑)。但如果不了解这些运动机制,就无法控制塌陷。在加工现场,关键还是要关注材料的‘运动’。”
智钢猫
“肯尼的讲解真是令人耳目一新!学到这个原理之后,读者们一定会在加工现场发现新的问题和解决方法!不过,材料在内部这样移动,就像一群经验丰富的技师在生产线上作业——如果方向正确,他们的能力会被最大化利用;但如果方向错误,他们的努力就会白费……是不是这样?”
详情请访问:APT GIKEN – YouTube
非凡肯尼
“这观点有点上帝视角了啊(笑)。如果老工匠们听到这个比喻,可能会不高兴吧!但没错,就像技师们需要经验和方法来提升效率一样,加工中的塌陷控制也需要科学理论来支撑。这次的讨论能给现场的技师们带来新思路,那就最好不过了!”
最后总结
“冲裁加工中的‘塌陷’,并不仅仅是表面上的塑性变形,而是材料内部的流动导致的。理解这些流动的方向和规模,才能找到抑制塌陷的新思路。下次,我们将探讨‘如何减少甚至消除塌陷的方法’,敬请期待!”

